社交网络




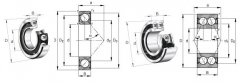
调心滚子轴承常见的三种结构,其中有两种结构如下图1所示,内圈02均带小挡边,分布于两端面,并且各有一装滚子缺口,间隔180度,缺口的作用是便于装入合适的滚子04。此类结构的保持架46或66一般采用黄铜材料。完成装配成品后需检查轴承回转灵活性,但转动外圈01后发现有滚子从保持架中脱落,或在缺口处手稍加用力拨出,滚子沿缺口就脱离轴承。
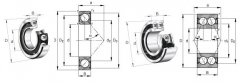
图1 调心滚子轴承结构滚子脱落原因分析:调心滚子轴承装配大致过程:将保持架46或66套在内圈02的外径上,从内圈小挡边的装滚子缺口装入合适滚子04,形成内圈组件,但每列对称留一或两个保持架兜孔空位,先不装滚子。将内组件放入外圈01中,从缺口处在保持架兜孔空位再补装同组滚子。而在检查回转灵活时,有部分滚子从保持架中脱落,或在缺口处用手稍加用力,滚子就从缺口脱出,为此需要从轴承相关零件逐一进行分析,其分析归纳如下:1、轴承套圈加工的影响轴承内圈小挡边车加工的影响轴承内圈车加工小挡边外径按照产品图纸要求为“-”公差,通常为-0.35~-0.15mm,而设计的缺口的深度尺寸一般只有基本尺寸,无公差。实际加工根据目前的机床精度公差控制在±0.2mm范围之内,而缺口深口尺寸测量是以小挡边的外径基准测量的(如下图2)。油沟的深度尺寸公差根据目前加工行业标准按±0.15mm控制,这样对于深度(小挡边外径至油沟中心的距离)浅的小挡边,通常深度尺寸不超过3mm,实际加工中有可能产生公差累积叠加效应(挡边外径、缺口深度尺寸为*小尺寸,油沟深度为*大尺寸),*终造成滚子端面与挡边接触面积*小,有时接触部位甚至接近油沟处。因此,在缺口处稍加用力将滚子沿缺口拨出。而对于较深挡边,由于其本身与挡边接触面积较大,相对来说公差影响小,有时甚至可以忽略。
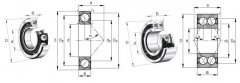
图2 缺口深度测量方法轴承内圈小挡边磨加工的影响轴承内圈磨加工小挡边采用定程法磨削,有时发现有个别小挡边磨后有黑皮。由于车加工的原因造成小挡边磨加工余量偏小或磨平面工序的非等量磨削,从而造成磨加工后仍有黑皮。通常将黑皮磨掉可正常下移,这样造成小挡边厚度偏小。而对于深度较浅的小挡边,本身滚子端面与其接触面积小,小挡边过磨后滚子沿内圈轴向的距离增大,从而使滚子沿缺口较易脱出,如下图3所示。
图3 小挡过边过磨轴承套圈滚道磨加工的影响轴承外圈磨加工滚道磨削,有时发现有个别磨后仍有黑皮。由于车加工和热处理的原因造成磨加工余量偏小或外滚道变形,从而造成磨加工后仍有黑皮。通常将外滚道过磨,黑皮磨掉可正常下移,这样需要对内滚道欠磨以实现装配工序的正常合套。这样造成滚子组中心径整体偏外,使滚子与挡边的接触部位偏外,在缺口处偏外后实际接触面积偏小,从而使滚子沿缺口较易脱出。2、保持架加工的影响保持架加工通常在钻床上钻孔,通过等分模具的定位进行钻孔加工。由于模具本身制造没有专用的机床加工,制造精度较低,另外由于有时平端面工序加工保持架基面平面度超差,造成兜孔加工深度尺寸不统一,一般通过调整机床重新定位钻孔,结果造成兜孔较深、兜孔直径较大,从而装入滚子后,滚子与保持架间隙大,而且沿保持架轴向窜动量大,*终在装满滚子后,滚子与保持架的整体间隙较大。在测试轴承回转很容易滚子从保持架脱落出来。
另外测量保持架中心径,通过测测量柱的距离控制,卡尺用力大小不一样,支柱的歪斜程度也不一样(支柱在兜孔所处的位置),因此*终测量尺寸只能作为参考,不能有效地反映中心径的真实测量值。对于中大型轴承而言,因其挡边一般较深,此种测量方法影响较小。而对于小型轴承,因其挡边较浅,影响较大,有时实际中心径偏大,而测量时却合格,这样的情况经常出现。中心径偏大后,滚子组整体中心偏外,导致滚子与小挡边接触部位偏外,在缺口处偏外后实际接触面积偏小,*终造成滚子从缺口脱出。
调心滚子轴承在有二条滚道的内圈和滚道为球面的外圈之间,装配有鼓形滚子的轴承。外圈滚道面的曲率中心与轴承中心一致,所以具有与自动调心球轴承同样的调心功能。在轴、外壳出现挠曲时,可以自动调荷及二个方向的轴向负荷。径向负荷能力大,适用于有重负荷、冲击负荷的情况。
上一篇:支撑轴承油温异常升高
天津万和盛业轴承为FAG轴承,SKF轴承,NTN轴承,igus易格斯轴承,直线滑动轴承,关节轴承,塑料轴承及滚珠丝杠天津经销,全系列完全自调心和免保养的工程塑料轴承延长机器寿命,降低成本,免润滑。
©2015-2017 天津万和盛业轴承有限公司 版权所有 津ICP备17006904-1号