齿轮联轴器是煤矿用刮板输送机设备中的关键零件,是输送机传动部中将动力从减速器传递到链轮的一个重要部件。齿轮联轴器的作用一是传递扭矩;二是脱开时可进行分度,使主动轴与被动轴的传递产生相位角。为了改善齿的接触条件,提高齿轮联轴器的承载能力,增大两轴的许用相对角位移,外齿采用鼓形齿。
鼓形齿轮联轴器在高速、重载机械上得到广泛应用,具有无轴向窜动、传动平衡、冲击振动和噪声小的特点,但加工工艺过程比较复杂,原热处理花键采用氮化处理,技术要求为氮化硬度550~650HV,渗层深度0.4~0.6mm,为了提高生产效率,降低生产成本,在保证产品质量的前提下,对齿轮联轴器进行了感应加热淬火处理。
1.试验材料及方法
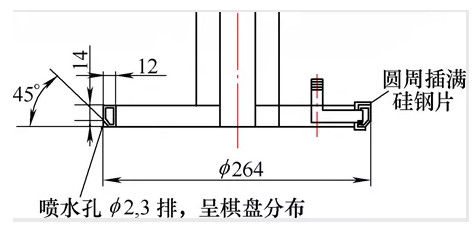
(1)试验对象 选用图1所示结构齿轮联轴器,技术要求为齿部硬度46~53HRC,淬硬层深度>1mm。
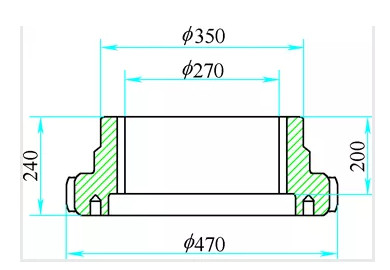
图1 齿轮联轴器结构
(2)试验工艺 ①试验所使用的设备:此次试验选用数控立式淬火
机床,设备参数变压器淬火移动速度1~10mm/s,工件旋转速度0~100r/min无级变速,电源电压3~380V,频率50Hz,使用内花键感应器结构如图2所示,外鼓形齿采用常规结构,即加热圈与喷水圈分开。②内花键、外鼓形齿淬火工艺参数:感应器与工件之间间隙均匀,采用扫描淬火方法,加热频率7~10kHz,功率80~120kW。
图2 内花键感应器结构
2.试验结果与分析
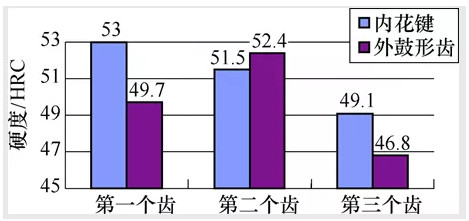
(1)淬火后工件表面硬度 使用便携式里氏硬度计,对工件随机各抽测3个齿齿顶硬度,结果如图3所示。
图3 齿轮联轴器淬火后齿顶表面硬度
从检测结果来看,工件淬火后内花键、外鼓形齿硬度均符合技术要求,对内花键、外鼓形齿进行了裂纹检测,未发现裂纹。
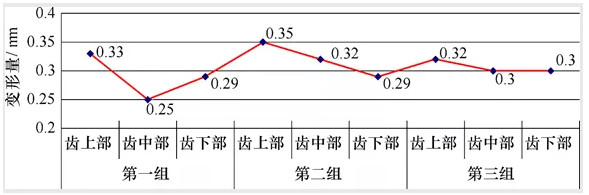
(2)变形情况 对感应淬火处理后齿轮联轴器内花键、外鼓形齿进行变形检测,内花键检测方法为从上至下检测3点,结果如图4所示。外鼓形齿检测方法为检测齿中间部位,结果如图5所示。
图4 内花键淬火变形量
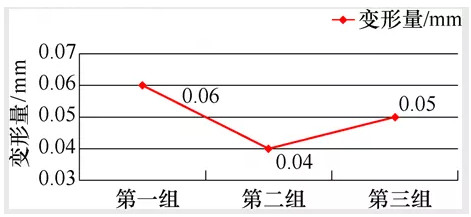
图5 外鼓形齿淬火变形量
从检测结果来看,内花键变形规律为内孔收缩,收缩量在0.25~0.35mm,且齿上端收缩量大,变形大的主要原因是内花键部位壁薄,为了使淬硬层深度达到技术要求,加热时进行了预热处理,所以变形较大,但整体较均匀,按照经验在插齿前将变形量预留,感应加热淬火后尺寸符合图样技术要求;外鼓形齿变行规律为胀大0.04~0.06mm,变形较小,符合图样技术要求。
(3)淬硬层深度的检测 图6为齿轮联轴器感应淬火后采用4%硝酸酒精溶液进行浸蚀后宏观图片,左边为外鼓形齿,右边为内花键,对腐蚀黑色区域进行硬度检测,其中齿顶采用洛氏硬度计检测硬度,检测距齿顶5mm处硬度为52.5HRC,检测轮廓分界线靠近淬火区域部位硬度为40.9HRC,说明黑色部位为淬硬区域。对于外鼓形齿,整个齿部位基本淬透,对于内花键,因模数较大,齿部位未淬透。为了更加精确的测量齿根部位的有效硬化层深度,对齿根部位按照GB/T5617-2005钢的感应淬火或火焰淬火后有效硬化层深度的测定方法进行检测,结果如图7所示。从图7分析得出,齿根部位内花键有效硬化层深度为1.25mm,外鼓形齿有效硬化层深度为1.18mm,均满足技术要求。
图6 齿轮联轴器感应加热淬火后宏观图片
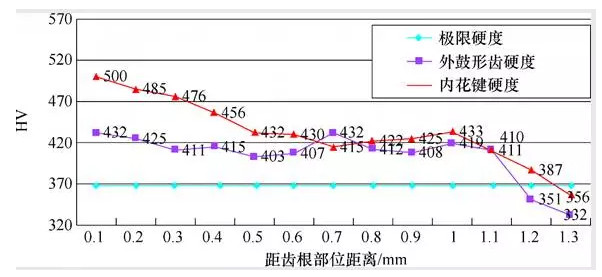
图7 齿根部位显微硬度趋势
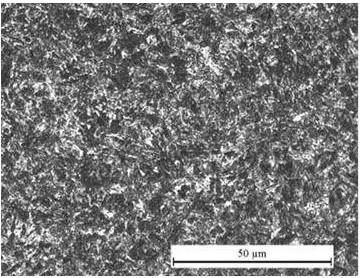
(4)金相组织的检验感应淬火组织按照JB/T9204-2008钢件感应淬火金相检验标准方法进行检验,基体组织按GB/T13320-2007《钢质模锻件金相组织评级图及评定方法》进行检验。金相组织如图8、图9所示。图8淬火部位组织评定级别为5级,属于细马氏体,组织级别符合标准要求。图9为回火索氏体组织级别为1级,是调质处理后的正常组织。
图8 淬硬层部位金相组织
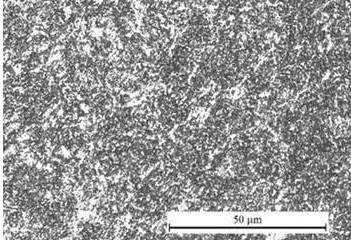
图9 基体组织
3.结语
(1)对齿轮联轴器采用感应加热淬火工艺代替原氮化工艺方法可行,感应加热淬火后硬度、有效硬化层深度、变形满足图样技术要求,金相组织符合JB/T9204-2008钢件感应淬火金相检验标准要求。
(2)与原氮化工艺相比,生产周期缩短60h,生产效率提高30%,每件生产成本降低300元。